
品質管理について
「消費者に、満足して買っていただけるものを、みんなで協力して、設計し、生産し、販売する」ことを基本的理念として、工程管理、品質管理等生産管理に対する社内組織を確立し、日常、それぞれの分野で実施しております。
作業を推進するには、作業標準により行い、工程の流れの中にあるチェックポイントを計測することにより、規格に適合した製品を生産しております。
さらに、出来上がった製品の引張試験、偏平試験、その他形状・外観・寸法等検査を検査室で最終的にチェックし、製品企画に適合していることを確認しております。
外観・形状
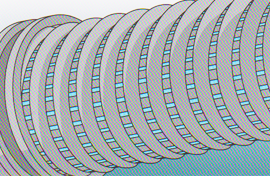 管の内面は滑らかで、使用上有害なきず、割れ、ねじれ、その他の欠点がなく、管の断面は実用的に正円で、管の内径では呼び径値を下回らないこと、管の長さは、管長-0%、+2%を限度とする。
管の内面は滑らかで、使用上有害なきず、割れ、ねじれ、その他の欠点がなく、管の断面は実用的に正円で、管の内径では呼び径値を下回らないこと、管の長さは、管長-0%、+2%を限度とする。
偏平試験(規格値300N以上)
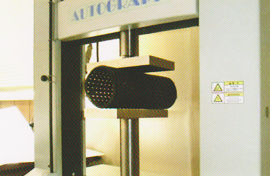 試験片(長さ20cm)に載荷板(10cm×10cm)を使用し、管軸に直角の方向に載荷し、試験片の外径が20%偏平時の荷重強さを測定する。圧縮速度は10mm/minとし、測定温度は23±2℃とする。
試験片(長さ20cm)に載荷板(10cm×10cm)を使用し、管軸に直角の方向に載荷し、試験片の外径が20%偏平時の荷重強さを測定する。圧縮速度は10mm/minとし、測定温度は23±2℃とする。
開孔率(規格値2.5%以上)
有孔管の1m当たりの表面積に対する1m当たりの開孔面積の割合。

開孔率測定作業について
測定用カットサンプルの内側から、スリット孔にテーパーノズルを挿し込み、全測定値を受信機へ送信します。
※ 本製品の特徴であるスパイラルリブ形状の場合、内側からの計測が最も正確であるため、下記の写真のような状態で計測を行います。
 |
 |
| ▲発信式デジタルテーパーノギス(クサビ状) | ▲受信機 |
| スリット(孔)縦・横の測定数値を記録して、 最大値・最小値・平均値を保存する。 |
![]()